拋丸除銹:拋丸磨料鋼丸的介紹
拋丸用磨料有很多種材料和形狀,以對應不同的拋丸工件和工藝,本書只闡述鋅鉻涂層技術用球形鋼丸。
(1)鋼丸化學成分見表1。
表1鋼丸化學成分
化學成分/%
碳(C)
錳(Mn)
硅(Si)
硫(S)
磷(P)
0.83~1.20
0.60~1.20
0.50~1.20
≤0.05
≤O.05
硬度
40~50HRC
金相組織
均一的回火馬氏體或貝氏體
外形
密度
圓形或近似圓形,畸形率<10%
≥7.2g/cm3
(2)常用鋼丸型號與直徑對照見表2。
表2常用鋼丸型號與直徑對照
鋼丸型號
鋼丸直徑/mm
鋼丸型號
鋼丸直徑/mm
S110
S120
S170
Ф0.3
Ф0.3
Ф0.4
S230
S280
S330
Ф0.4~O.6
Ф0.6
Ф0.8
(3)拋丸的定義和原理
①定義。由機械方法獲得高速而近距離投射到工件表面上,以進行清除黑皮、氧化膜、毛刺、銹斑等表面清理。
②原理。如圖1所示。
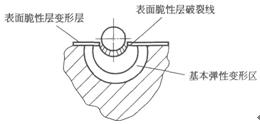
圖1拋丸原理
高速鋼丸打擊工件表面,使其局部變形而產生彈丸壓痕,每一個彈丸壓痕有如圖3—4所示的三層區別明顯結構,鋼丸打擊以后幾乎同時產生如下三個作用。
a.對中層塑性區的前、后、左、右和上,從五個方向上瞬間產生壓縮變形,并瞬間向表層推動,從而使已經有破裂線的脆性層迅速脫落。
b.幾乎又推動彈性產生反彈力,使其獲得反彈速度而反彈出去,彈丸壓痕三個區域是同時發生和存在的。
c.要使脆性層得到脆性破裂,必須要達到其脆性變形量,因此要求有適當壓痕深度,即必須有適量的塑性變形區,三者的厚薄隨拋丸目的不同而有差異。一般拋丸清理僅僅要求能破壞其表面附屬物,使其脫落,故脆性基體越少越好,因此必須合理選擇工藝參數。
(4)鋼丸壓痕覆蓋率
鋼丸壓痕覆蓋率是決定拋丸時間的重要參數,拋丸質量要求鋼丸壓痕深度達到表面粗糙度,又要求均勻全部覆蓋,美國自動工程學會經過大量試驗得出如圖2所示曲線;從曲線可見要達到100%的覆蓋率,時間需約l5min,用讀數顯微鏡觀察和計算彈丸壓痕覆蓋過的和未覆蓋的面積比,當達到覆蓋率98%時,就當作覆蓋率100%;以此時間T值為’基數,延長l.5倍的覆蓋率為l50%,延長2倍的覆蓋率為200%。
(5)鋼丸硬度、密度、反彈性與拋丸清理效果、拋丸速度的關系
①鋼丸硬度與拋丸效果的關系。如圖3所示。
②鋼丸硬度與反彈性關系。如圖4所示。
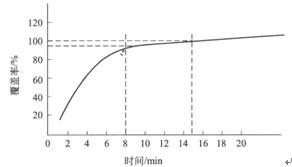
圖2鋼丸壓痕覆蓋率與時間曲線
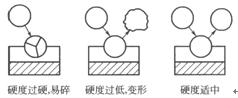
圖3鋼丸硬度與拋丸效果的關系

圖4鋼丸硬度與反彈性關系
從圖3、圖4可以看出鋼丸硬度適中,可以大大提高鋼丸壓痕覆蓋率,縮短拋丸時間。
③鋼丸密度與壽命的關系。如圖5所示。
④鋼丸硬度與清理速度成正比,但與壽命成反比,所以鋼丸硬度高,拋丸清理速度快,但鋼丸壽命短,消耗量大。
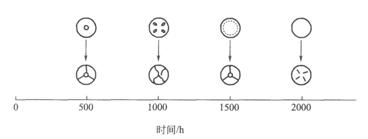
圖5鋼丸密度與壽命的關系
⑤適宜的鋼丸硬度具有優良的反彈性,有利于將工件每個部位能充分拋丸清理,縮短拋丸時間。
⑥鋼丸內部缺陷如氣孔、龜裂、內縮孔等均影響鋼丸使用壽命,并增加消耗量。
⑦密度大于7.4g/cm3鋼丸內部缺陷為最小。








技術資料
- 綏化市吊鉤式噴砂機_綏化市吊鉤式拋丸機_綏化市吊鉤式拋丸除銹清理機_綏化市吊鉤式噴丸設備提高板材的預加工質量?
- 鄂爾多斯6915鋼管除銹拋丸機調試完畢
- 2018發往山東臨沂吊鉤式378拋丸機
- 通過式拋丸清理機發往膠州的裝貨現場
- 環保型吊鉤式拋丸機發貨現場
- 淄博鋼結構拋丸機使用現場
- 黃驊懸鏈式拋丸機客戶現場
- 路面拋丸機應用于廣州橋面建設
- 履帶式拋丸機客戶案例現場匯總
- 布袋除塵器-除塵設備
最新資訊文章
- 履帶式拋丸機如何提高工作效率
- 路面拋丸機的材料適應性與表面粗糙度測試研究
- 型鋼拋丸機對產品質量的影響解析
- 高效能路面拋丸機的性能考察
- 不同類型拋丸機的選購指南
- 路面拋丸機的作業技巧解讀
- 路面拋丸機的節能減排技術探索
- 吊鉤式拋丸機的維護保養指南
- 噴砂房環境保護措施與建議
- 通過式拋丸機的操作實例分享
